




1400 / 08 / 05
جوش فورجینگ سر به سر میلگرد چیست؟

جوش فورجینگ سر به سر میلگرد نوعی از شکل دهی فلزات می باشد در این روش میلگردها بر روی هم قرار داده نمی شوند بلکه انتهایی میلگردها را به کمک حرارت حاصل از گازهای قابل اشتعال مخصوص جوشکاری مانند استیلن حرارت می دهند تا تغییر شکل دهند و حالت خمیری پیدا کنند آن گاه توسط پرس های ویژه ی از نوع هیدرولیکی یا پتک به هم متصل می کنند.
تاریخچه فورجینگ سر به سر میلگرد
جوش فورجینگ سر به سر میلگرد به عنوان نوعی از جوشکاری خمیری، ابتدا در کانادا و سپس ژاپن مورد استفاده قرار گرفت. این نوع از جوشکاری که سبب اتصال دو میلگرد با فرآیند فورج می شود. در ایران برای اولین بار از این نوع جوشکاری در خطوط ریل راه آهن استفاده شد. بعدها به علت استحکام و مقاومت بالای جوش فورجینگ سر به سر میلگرد، از این جوشکاری برای ساختمان سازی نیز استفاده کردند.

بیشتر مطالعه کنید: استانداردهای جوشکاری میلگرد
جوش فورجینگ سر به سر میلگرد چیست؟
در گذشته برای اتصال میلگردها از روش دیگری که به آن اتصال اورلپ می گفتند، استفاده می شد. اما این روش معایب بسیاری داشت که عبارتند از:
- زمانی که دو میلگرد به این روش به یکدیگر متصل می شوند مقاومت مناسبی نخواهند داشت.
- اتصال دو میلگرد با این روش موجب می شد در نهایت قسمت اتصال ضخامت بیشتری نسبت به خود میلگرد داشته باشد.
به همین علت بعد از مدتی جوشکاری به روش اورلپ منسوخ شد. و روش دیگری ابداع شد که معایب روش اورلپ را پوشش می داد این روش اتصال مکانیکی یا کوپلر نام داشت.اما این روش نیز معایبی داشت که عبارتند از: کند بود سرعت اجرای عملیات، غیر قابل اجرا در پروژه ها صنعتی و سنگین، از لحاظ اقتصادی به صرفه نیست. سرانجام روش جوش فورجینگ سر به سر میلگرد ابداع شد جوشکاری با این روش سرعت اجرای عملیات را افزایش می دهد و محل اتصال دو میلگرد از مقاومت و استحکام بالایی برخوردار هستند.

مزایای جوشکاری فورجینگ چیست؟
- زمانی که اتصال بین دو میلگرد با روش جوش فورجینگ سر به سر میلگرد به وجود می آید محل اتصال در صورتی که به درستی اجرا شود نسبت به سایر قسمت های میلگرد مقاومت و استحکام بالاتری خواهد داشت.
- در زمان ساختمان سازی با بتن میزان اتصال بتن و میلگرد افزایش پیدا می کند زیرا ضخامت میلگرد کاهش پیدا کرده است در نتیجه ستون بتنی مقاومت بالاتری خواهد داشت.
- به دلیل کاهش فضای اشغال شده توسط میلگرد فرآیند لرزه بتن بهتر صورت می گیرد.
- مصرف میلگردها و سایر ملزومات به میزان زیادی کاهش پیدا می کند.
- این روش شرایطی را مهیا می کند تا بتوان مجددا میلگردهای استفاده شده را به کار برد.
- ممکن است در کار از لحاظ محاسباتی مشکلاتی به وجود آید به عنوان مثال طول میلگرد کوتاه تر در نظر گرفته شود این نوع از اشتباهات با روش جوش فورجینگ سر به سر میلگرد قابل حل است.
- هزینه ی اجرای عملیات نسبت به سایر روش ها کمتر است و جوشکاری با سرعت بالاتری انجام می شود.
- به علت این که در روش جوش فورجینگ سر به سر میلگرد، تعداد میلگردی که در ساخت و ساز به کار می رود کاهش پیدا می کند در هزینه های حمل و نقل نیز صرفه جویی می شود.
دستگاهی که برای جوش سر به سر میلگرد استفاده می شود.
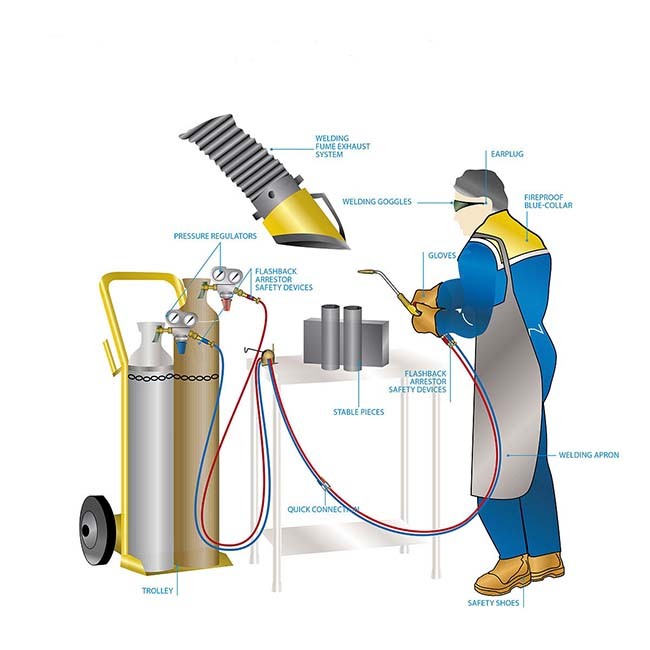
برای جوش فورجینگ نیازی به دستگاه جوشکاری ویژه و خاصی نیست دستگاه جوش گاز اکسی استیلن بسیار ساده می باشد.این دستگاه از قسمت های مختلفی تشکیل می شود که عبارتند از:
- دستگاه برش سرد: این دستگاه محل اتصال دو میلگرد را صیقل می دهد تا اتصال به درستی انجام گیرد دستگاهی مانند فرز، اره آهن بری و ... به سطح رویی میلگرد آسیب می رسانند.
- گیره نگهدارنده میلگرد: میلگرد شکل یک استوانه ی دایره ای شکل دارد پس به راحتی تکان می خورد به همین علت از یک گیره به منظور ثابت نگه داشتن میلگرد استفاده می شود.
- دستگاه اعمال فشار: وظیفه ی این دستگاه این است که دو میلگرد را تحت فشار قرار دهد تا به یکدیگر متصل شوند.
- حرارت و مشعل: آن چیزی که موجب اتصال دو میلگرد می شود حرارتی است که میلگرد را به شکل خمیری می کند گازی که حرارت را تولید می کند ترکیب گاز استیلن و اکسیژن می باشد.

معایب جوش فورجینگ
- همانطور که گفته شد در جوشکاری فورجینگ از گاز استیلن استفاده می شود نکته ای که وجود دارد این است که به هنگام استفاده از این گاز نمی توان انرژی ساطع شده از آن را کنترل کرد در نتیجه محل جوش استحکام لازم را نخواهد داشت.
- جوشکاری با فورجینگ نیازمند نیروی آموزش دیده است
- مدت زمان گرمادهی دو میلگرد کاملا تقریبی و وابسته به تجربه است کوچکترین خطای جوشکاری را دچار ایراد خواهد کرد.
- به علت حرارت میلگرد ها در این روش مقاومت میلگرد ها کاهش پیدا می کند در نتیجه در برابر وزش باد مقاومت کمی خواهند داشت.